
众所周知,受金属延伸率的影响,铝型材在弯曲过程中会产生一定的变形,特别是半径与型材宽度比达到一定值后变形特别明显,此时如果控制不好,型材会产生明显不良现象,具体表现为内表面凹陷、外表面断裂、扭拧、翘起等。
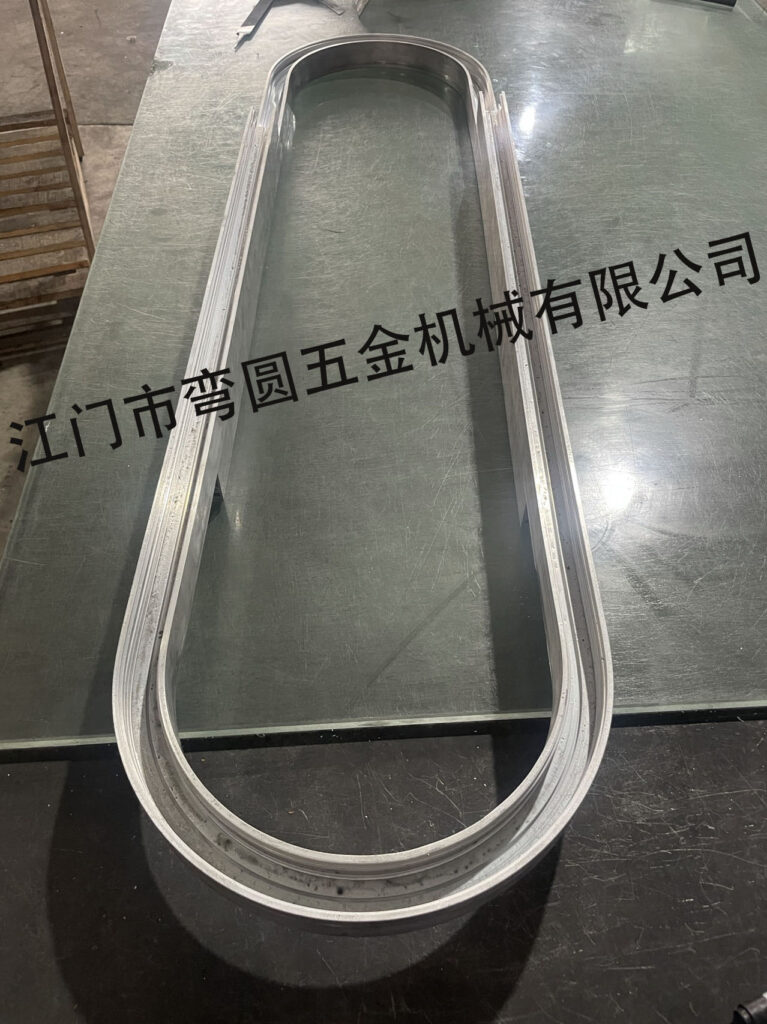
如上图所轨道铝型材弯曲加工
现在我们来分析一下如何尽可能让铝型材不变形或者说尽可能改善材料的弯曲变形,毕竟变形是肯定的,我们能做的只是让变形量处于安全可控的范围。按我司多年的弯曲经验,可以从以下几方面着手
1、弯曲工艺一定要准确,合理的弯曲工艺首先就解决了一大半的麻烦。如当我们弯曲大半径工件时拉弯与滚弯明显会比绕弯弯管加工的工艺更具有优势。反过来,而当弯曲小半径工艺时抽芯弯管加工则是优选工艺。

2、适当的填充可以大大改善工艺的变形,不论是拉弯滚弯还是弯管加工,合理适当的填充可以极大地让工艺变形量减小,特别是有些内表面起皱凹陷的工件用此方面具有显著的效果。
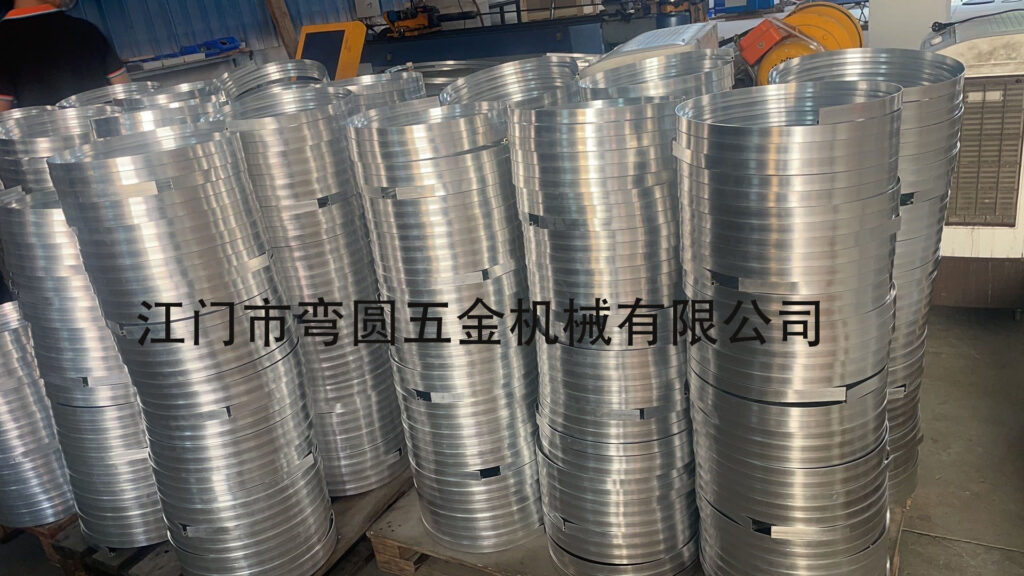
开云网页版专著于各种金属型材的弯曲拉弯加工,公司位于广东省江门市,面向全国承接各类数控滚弯、拉弯、弯管加工或相关工程。